How to control the accuracy and cutting speed of the water jet?
The water cutting process is completed by ultra-high pressure technology. It only needs to press ordinary tap water to 250-400Mpa pressure, and then spray it through a gemstone nozzle with an inner hole diameter of about 0.15-0.35mm, and the formation speed can be about 800-1000m. /s high-speed jet, this is the water jet that can be used to cut soft base materials.
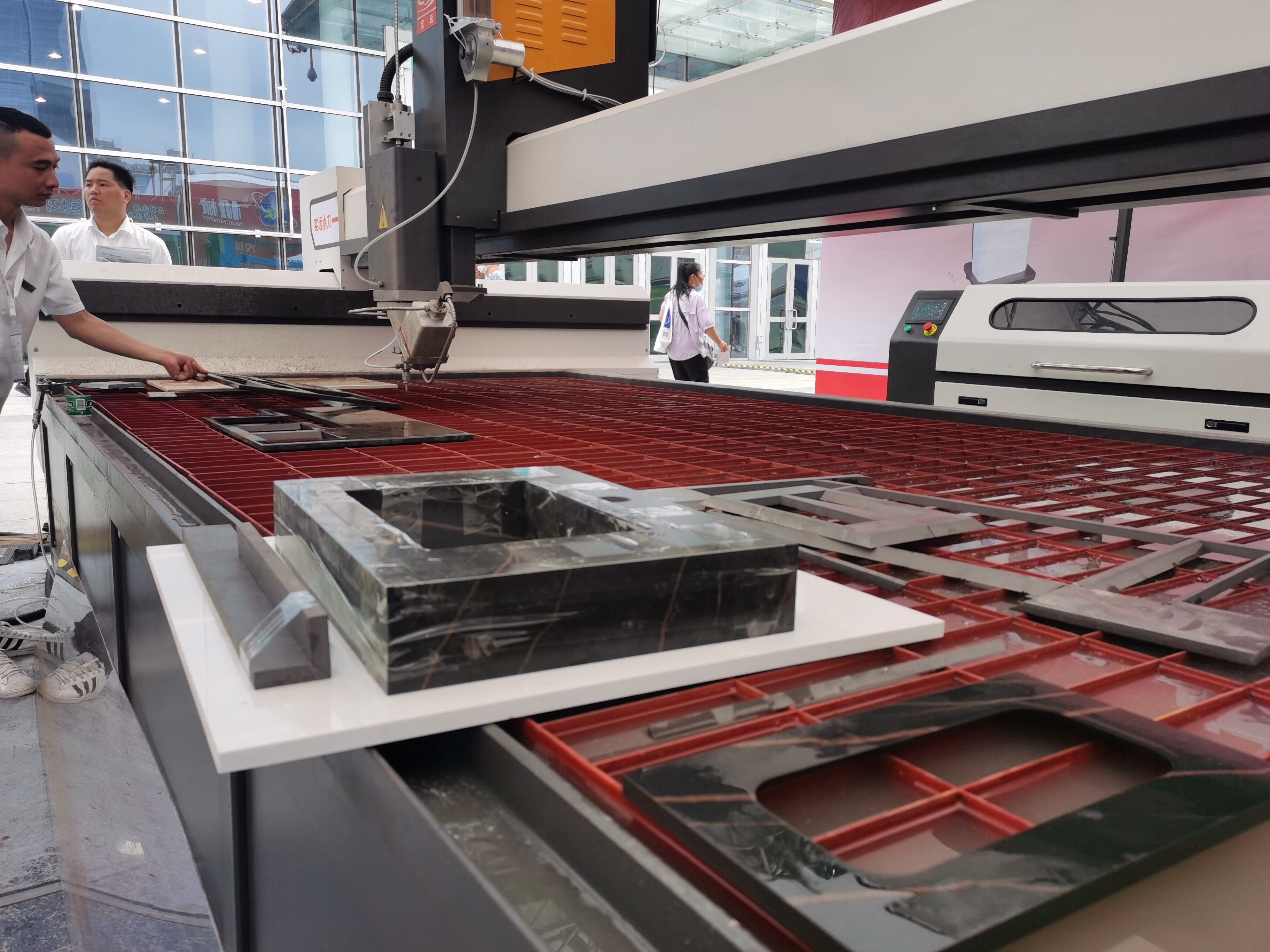
water jets can be used to cut two-dimensional shapes. The objects to be cut include materials such as metals, ceramics, plastics, stones, glass, and carbon fiber, and they can even produce complex and subtle shapes. Compared with other cutting methods, the water jet can remove the material without heat, so that the debris of the material can be washed away by the cutting water flow, thereby improving the cutting efficiency.
Under normal circumstances, when testing the water jet cutting speed, there is no need for real cutting, increase the acceleration and deceleration; each axis can be tested separately or at the same time. The accuracy of water jet cutting is generally required to be less than ±0.5mm for the construction industry; but for automotive mirrors, it is required to be less than ±0.Olmm; the cutting requirements for steel plate processing are more severe. The lower the better.
At present, the cutting accuracy provided by various machinery manufacturers is generally below ±0.2mm. However, do not just look at the instructions. There should be a complete set of cutting accuracy testing procedures at the time of acceptance. It is necessary to measure the actual cutting accuracy of the water jet product. quasi.
water jets can be used to cut two-dimensional shapes. The objects to be cut include materials such as metals, ceramics, plastics, stones, glass, and carbon fiber, and they can even produce complex and subtle shapes. Compared with other cutting methods, the water jet can remove the material without heat, so that the debris of the material can be washed away by the cutting water flow, thereby improving the cutting efficiency.
Under normal circumstances, when testing the water jet cutting speed, there is no need for real cutting, increase the acceleration and deceleration; each axis can be tested separately or at the same time. The accuracy of water jet cutting is generally required to be less than ±0.5mm for the construction industry; but for automotive mirrors, it is required to be less than ±0.Olmm; the cutting requirements for steel plate processing are more severe. The lower the better.
At present, the cutting accuracy provided by various machinery manufacturers is generally below ±0.2mm. However, do not just look at the instructions. There should be a complete set of cutting accuracy testing procedures at the time of acceptance. It is necessary to measure the actual cutting accuracy of the water jet product. quasi.